রয়েল গ্রুপ 201 202 204 বিজোড় স্টেইনলেস স্টিল পাইপ





| পণ্যের নাম | স্টেইনলেস স্টিলের গোলাকার পাইপ |
| স্ট্যান্ডার্ড | ASTM AISI DIN, EN, GB, JIS |
| ইস্পাত গ্রেড
| ২০০ সিরিজ: ২০১,২০২ |
| ৩০০ সিরিজ: ৩০১,৩০৪,৩০৪L, ৩১৬,৩১৬L, ৩১৬Ti, ৩১৭L, ৩২১,৩০৯s, ৩১০s | |
| ৪০০ সিরিজ: ৪০৯ এল, ৪১০,৪১০ এস, ৪২০ জে১, ৪২০ জে২, ৪৩০, ৪৪৪, ৪৪১, ৪৩৬ | |
| ডুপ্লেক্স স্টিল: 904L,2205,2507,2101,2520,2304 | |
| বাইরের ব্যাস | ৬-২৫০০ মিমি (প্রয়োজনীয়) |
| বেধ | ০.৩ মিমি-১৫০ মিমি (প্রয়োজনীয়) |
| দৈর্ঘ্য | ২০০০ মিমি / ২৫০০ মিমি / ৩০০০ মিমি / ৬০০০ মিমি / ১২০০০ মিমি (প্রয়োজন অনুসারে) |
| কৌশল | বিরামহীন |
| পৃষ্ঠতল | নং ১ ২বি বিএ ৬কে ৮কে আয়না নং ৪ এইচএল |
| সহনশীলতা | ±১% |
| মূল্য শর্তাবলী | এফওবি, সিএফআর, সিআইএফ |










স্টেইনলেস স্টিলের পাইপ হল এক ধরণের ফাঁপা লম্বা গোলাকার ইস্পাত, যা মূলত পেট্রোলিয়াম, রাসায়নিক শিল্প, চিকিৎসা, খাদ্য, হালকা শিল্প, যান্ত্রিক যন্ত্র ইত্যাদি শিল্প পরিবহন পাইপলাইনে ব্যবহৃত হয়, সেইসাথে যান্ত্রিক কাঠামোগত উপাদানগুলিতেও ব্যবহৃত হয়। এছাড়াও, যখন বাঁকানো এবং টর্সনাল শক্তি একই থাকে, তখন ওজন হালকা হয়, তাই এটি যান্ত্রিক যন্ত্রাংশ এবং প্রকৌশল কাঠামো তৈরিতেও ব্যাপকভাবে ব্যবহৃত হয়। এছাড়াও সাধারণত আসবাবপত্র এবং রান্নাঘরের জিনিসপত্র ইত্যাদি হিসাবে ব্যবহৃত হয়।
দ্রষ্টব্য:
১. বিনামূল্যে নমুনা, ১০০% বিক্রয়োত্তর মানের নিশ্চয়তা, যেকোনো অর্থপ্রদান পদ্ধতি সমর্থন করুন;
২. গোলাকার কার্বন স্টিলের পাইপের অন্যান্য সমস্ত স্পেসিফিকেশন আপনার প্রয়োজন অনুসারে (OEM এবং ODM) পাওয়া যায়! কারখানার দাম আপনি ROYAL GROUP থেকে পাবেন।
স্টেইনলেস স্টিল পাইপ রাসায়নিক রচনা
| রাসায়নিক গঠন % | ||||||||
| শ্রেণী | C | Si | Mn | P | S | Ni | Cr | Mo |
| ২০১ | ≤0 .১৫ | ≤0 .৭৫ | ৫. ৫-৭. ৫ | ≤০.০৬ | ≤ ০.০৩ | ৩.৫ -৫.৫ | ১৬ .০ -১৮.০ | - |
| ২০২ | ≤0 .১৫ | ≤l.0 | ৭.৫-১০.০ | ≤০.০৬ | ≤ ০.০৩ | ৪.০-৬.০ | ১৭.০-১৯.০ | - |
| 301 সম্পর্কে | ≤0 .১৫ | ≤l.0 | ≤২.০ | ≤০.০৪৫ | ≤ ০.০৩ | ৬.০-৮.০ | ১৬.০-১৮.০ | - |
| ৩০২ | ≤0 .১৫ | ≤১.০ | ≤২.০ | ≤০.০৩৫ | ≤ ০.০৩ | ৮.০-১০.০ | ১৭.০-১৯.০ | - |
| ৩০৪ | ≤০ .০.০৮ | ≤১.০ | ≤২.০ | ≤০.০৪৫ | ≤ ০.০৩ | ৮.০-১০.৫ | ১৮.০-২০.০ | - |
| ৩০৪ এল | ≤০.০৩ | ≤১.০ | ≤২.০ | ≤০.০৩৫ | ≤ ০.০৩ | ৯.০-১৩.০ | ১৮.০-২০.০ | - |
| ৩০৯এস | ≤০.০৮ | ≤১.০ | ≤২.০ | ≤০.০৪৫ | ≤ ০.০৩ | ১২.০-১৫.০ | ২২.০-২৪.০ | - |
| ৩১০এস | ≤০.০৮ | ≤১.৫ | ≤২.০ | ≤০.০৩৫ | ≤ ০.০৩ | ১৯.০-২২.০ | ২৪.০-২৬.০ | |
| ৩১৬ | ≤০.০৮ | ≤১.০ | ≤২.০ | ≤০.০৪৫ | ≤ ০.০৩ | ১০.০-১৪.০ | ১৬.০-১৮.০ | ২.০-৩.০ |
| ৩১৬ এল | ≤০ .০৩ | ≤১.০ | ≤২.০ | ≤০.০৪৫ | ≤ ০.০৩ | ১২.০ - ১৫.০ | ১৬ .০ -১ ৮.০ | ২.০ -৩.০ |
| ৩২১ | ≤ ০ .০৮ | ≤১.০ | ≤২.০ | ≤০.০৩৫ | ≤ ০.০৩ | ৯.০ - ১৩.০ | ১৭.০ -১ ৯.০ | - |
| ৬৩০ | ≤ ০ .০৭ | ≤১.০ | ≤১.০ | ≤০.০৩৫ | ≤ ০.০৩ | ৩.০-৫.০ | ১৫.৫-১৭.৫ | - |
| ৬৩১ | ≤০.০৯ | ≤১.০ | ≤১.০ | ≤০.০৩০ | ≤০.০৩৫ | ৬.৫০-৭.৭৫ | ১৬.০-১৮.০ | - |
| ৯০৪ এল | ≤ ২ .০ | ≤০.০৪৫ | ≤১.০ | ≤০.০৩৫ | - | ২৩.০·২৮.০ | ১৯.০-২৩.০ | ৪.০-৫.০ |
| ২২০৫ | ≤০.০৩ | ≤১.০ | ≤২.০ | ≤০.০৩০ | ≤০.০২ | ৪.৫-৬.৫ | ২২.০-২৩.০ | ৩.০-৩.৫ |
| ২৫০৭ | ≤০.০৩ | ≤০.৮ | ≤১.২ | ≤০.০৩৫ | ≤০.০২ | ৬.০-৮.০ | ২৪.০-২৬.০ | ৩.০-৫.০ |
| ২৫২০ | ≤০.০৮ | ≤১.৫ | ≤২.০ | ≤০.০৪৫ | ≤ ০.০৩ | ০.১৯ -০. ২২ | ০. ২৪ -০. ২৬ | - |
| ৪১০ | ≤০.১৫ | ≤১.০ | ≤১.০ | ≤০.০৩৫ | ≤ ০.০৩ | - | ১১.৫-১৩.৫ | - |
| ৪৩০ | ≤0.1 ২ | ≤০.৭৫ | ≤১.০ | ≤ ০.০৪০ | ≤ ০.০৩ | ≤০.৬০ | ১৬.০ -১৮.০ | |
কোল্ড রোলিং এবং রোলিংয়ের পরে পৃষ্ঠ পুনঃপ্রক্রিয়াকরণের বিভিন্ন প্রক্রিয়াকরণ পদ্ধতির মাধ্যমে, স্টেইনলেস স্টিলের পৃষ্ঠের সমাপ্তিবারs বিভিন্ন ধরণের হতে পারে।

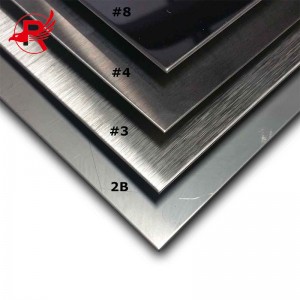
স্টেইনলেস স্টিলের পাইপের পৃষ্ঠ প্রক্রিয়াকরণে NO.1, 2B, নং 4, HL, নং 6, নং 8, BA, TR হার্ড, রিরোলড ব্রাইট 2H, পলিশিং ব্রাইট এবং অন্যান্য পৃষ্ঠের ফিনিশ ইত্যাদি রয়েছে।
নং ১: নং ১ পৃষ্ঠ বলতে স্টেইনলেস স্টিলের পাইপের গরম ঘূর্ণায়মান প্রক্রিয়ার মাধ্যমে তাপ চিকিত্সা এবং পিকলিং দ্বারা প্রাপ্ত পৃষ্ঠকে বোঝায়। এটি পিকলিং বা অনুরূপ চিকিত্সা পদ্ধতির মাধ্যমে গরম ঘূর্ণায়মান প্রক্রিয়ার সময় উৎপাদিত কালো অক্সাইড স্কেল অপসারণের জন্য তৈরি। এটি নং ১ পৃষ্ঠ প্রক্রিয়াকরণ। নং ১ পৃষ্ঠটি রূপালী সাদা এবং ম্যাট। প্রধানত তাপ-প্রতিরোধী এবং জারা-প্রতিরোধী শিল্পে ব্যবহৃত হয় যেখানে পৃষ্ঠের গ্লস প্রয়োজন হয় না, যেমন অ্যালকোহল শিল্প, রাসায়নিক শিল্প এবং বড় পাত্র।
2B: 2B এর পৃষ্ঠ 2D পৃষ্ঠ থেকে আলাদা কারণ এটি একটি মসৃণ রোলার দিয়ে মসৃণ করা হয়, তাই এটি 2D পৃষ্ঠের চেয়ে উজ্জ্বল। যন্ত্র দ্বারা পরিমাপ করা পৃষ্ঠের রুক্ষতা Ra মান 0.1~0.5μm, যা সবচেয়ে সাধারণ প্রক্রিয়াকরণের ধরণ। এই ধরণের স্টেইনলেস স্টিলের স্ট্রিপ পৃষ্ঠ সবচেয়ে বহুমুখী, সাধারণ উদ্দেশ্যে উপযুক্ত, যা রাসায়নিক, কাগজ, পেট্রোলিয়াম, চিকিৎসা এবং অন্যান্য শিল্পে ব্যাপকভাবে ব্যবহৃত হয় এবং এটি একটি ভবনের পর্দার প্রাচীর হিসাবেও ব্যবহার করা যেতে পারে।
TR হার্ড ফিনিশ: TR স্টেইনলেস স্টিলকে হার্ড স্টিলও বলা হয়। এর প্রতিনিধিত্বমূলক স্টিল গ্রেড হল 304 এবং 301, এগুলি উচ্চ শক্তি এবং কঠোরতা প্রয়োজন এমন পণ্যগুলির জন্য ব্যবহৃত হয়, যেমন রেলওয়ে যানবাহন, কনভেয়র বেল্ট, স্প্রিংস এবং গ্যাসকেট। নীতি হল অস্টেনিটিক স্টেইনলেস স্টিলের ওয়ার্ক হার্ডেনিং বৈশিষ্ট্যগুলি ব্যবহার করে ইস্পাত প্লেটের শক্তি এবং কঠোরতা বৃদ্ধি করা, যেমন রোলিং। শক্ত উপাদানটি 2B বেস পৃষ্ঠের হালকা সমতলতা প্রতিস্থাপন করতে কয়েক শতাংশ থেকে কয়েক দশ শতাংশ মাইল্ড রোলিং ব্যবহার করে এবং রোলিং করার পরে কোনও অ্যানিলিং করা হয় না। অতএব, শক্ত উপাদানের TR হার্ড পৃষ্ঠ হল রোল্ড-পর-কোল্ড রোলিং পৃষ্ঠ।
রিরোলড ব্রাইট ২ ঘন্টা: ঘূর্ণায়মান প্রক্রিয়ার পরে। স্টেইনলেস স্টিলের পাইপটি উজ্জ্বল অ্যানিলিং প্রক্রিয়া করা হবে। ক্রমাগত অ্যানিলিং লাইনের মাধ্যমে পাইপটি দ্রুত ঠান্ডা করা যেতে পারে। লাইনে স্টেইনলেস স্টিলের পাইপের ভ্রমণের গতি প্রায় ৬০ মিটার ~ ৮০ মিটার/মিনিট। এই ধাপের পরে, পৃষ্ঠের ফিনিশটি ২ ঘন্টা রিরোলড ব্রাইট হবে।
নং ৪: নং ৪ এর পৃষ্ঠটি একটি সূক্ষ্ম পালিশ করা পৃষ্ঠের ফিনিশ যা নং ৩ এর পৃষ্ঠের চেয়ে উজ্জ্বল। এটি স্টেইনলেস স্টিলের কোল্ড-রোল্ড স্টেইনলেস স্টিলের পাইপকে 2 D বা 2 B পৃষ্ঠের ভিত্তি হিসাবে পলিশ করে এবং 150-180# শস্য আকারের ঘষিয়া তুলিয়া ফেলিতে সক্ষম বেল্ট দিয়ে পলিশ করেও পাওয়া যায়। যন্ত্র দ্বারা পরিমাপ করা পৃষ্ঠের রুক্ষতা Ra মান 0.2~1.5μm। নং ৪ পৃষ্ঠটি রেস্তোরাঁ এবং রান্নাঘরের সরঞ্জাম, চিকিৎসা সরঞ্জাম, স্থাপত্য সজ্জা, পাত্র ইত্যাদিতে ব্যাপকভাবে ব্যবহৃত হয়।
HL: HL পৃষ্ঠকে সাধারণত হেয়ারলাইন ফিনিশ বলা হয়। জাপানি JIS স্ট্যান্ডার্ড অনুসারে, প্রাপ্ত অবিচ্ছিন্ন হেয়ারলাইন-সদৃশ ঘষিয়া তুলিয়া ফেলিতে সক্ষম পৃষ্ঠকে পালিশ করার জন্য 150-240# ঘষিয়া তুলিয়া ফেলিতে সক্ষম বেল্ট ব্যবহার করা হয়। চীনের GB3280 স্ট্যান্ডার্ডে, নিয়মগুলি বেশ অস্পষ্ট। HL পৃষ্ঠ ফিনিশ বেশিরভাগ ক্ষেত্রে লিফট, এসকেলেটর এবং সম্মুখভাগের মতো ভবনের সাজসজ্জার জন্য ব্যবহৃত হয়।
নং ৬: নং ৬ এর পৃষ্ঠটি ৪ নং পৃষ্ঠের উপর ভিত্তি করে তৈরি এবং GB2477 মান দ্বারা নির্দিষ্ট W63 কণা আকারের ট্যাম্পিকো ব্রাশ বা ঘষিয়া তুলিয়া ফেলিতে সক্ষম উপাদান দিয়ে আরও পালিশ করা হয়েছে। এই পৃষ্ঠটির একটি ভাল ধাতব দীপ্তি এবং নরম কর্মক্ষমতা রয়েছে। প্রতিফলন দুর্বল এবং চিত্র প্রতিফলিত করে না। এই ভাল বৈশিষ্ট্যের কারণে, এটি পর্দার দেয়াল তৈরি এবং ফ্রেমের সাজসজ্জা তৈরির জন্য খুবই উপযুক্ত, এবং রান্নাঘরের পাত্র হিসেবেও ব্যাপকভাবে ব্যবহৃত হয়।
BA: BA হল ঠান্ডা ঘূর্ণায়মান পৃষ্ঠের পরে উজ্জ্বল তাপ চিকিত্সা দ্বারা প্রাপ্ত পৃষ্ঠ। উজ্জ্বল তাপ চিকিত্সা হল একটি প্রতিরক্ষামূলক বায়ুমণ্ডলের অধীনে অ্যানিলিং যা নিশ্চিত করে যে ঠান্ডা ঘূর্ণায়মান পৃষ্ঠের চকচকেতা সংরক্ষণের জন্য পৃষ্ঠটি জারিত হয় না, এবং তারপরে পৃষ্ঠের উজ্জ্বলতা উন্নত করার জন্য হালকা সমতলকরণের জন্য একটি উচ্চ-নির্ভুলতা মসৃণ রোল ব্যবহার করুন। এই পৃষ্ঠটি একটি আয়না ফিনিশের কাছাকাছি, এবং যন্ত্র দ্বারা পরিমাপ করা পৃষ্ঠের রুক্ষতা Ra মান 0.05-0.1μm। BA পৃষ্ঠের বিস্তৃত ব্যবহার রয়েছে এবং এটি রান্নাঘরের পাত্র, গৃহস্থালী যন্ত্রপাতি, চিকিৎসা সরঞ্জাম, অটো যন্ত্রাংশ এবং সজ্জা হিসাবে ব্যবহার করা যেতে পারে।
নং ৮: নং ৮ হল একটি আয়না-সমাপ্ত পৃষ্ঠ যার সর্বোচ্চ প্রতিফলন ক্ষমতা থাকে এবং ঘষিয়া তুলিয়া ফেলিতে সক্ষম দানা থাকে না। স্টেইনলেস স্টিলের গভীর প্রক্রিয়াকরণ শিল্প 8K প্লেটকেও ডাকে। সাধারণত, BA উপকরণগুলি কেবল গ্রাইন্ডিং এবং পলিশিংয়ের মাধ্যমে আয়না সমাপ্তির জন্য কাঁচামাল হিসাবে ব্যবহৃত হয়। আয়না সমাপ্তির পরে, পৃষ্ঠটি শৈল্পিক হয়, তাই এটি বেশিরভাগ ক্ষেত্রে ভবনের প্রবেশদ্বার সজ্জা এবং অভ্যন্তরীণ সজ্জায় ব্যবহৃত হয়।
প্রধান উৎপাদন প্রক্রিয়া: গোলাকার ইস্পাত → পুনঃপরিদর্শন → পিলিং → ব্ল্যাঙ্কিং → সেন্টারিং → হিটিং → ছিদ্র → পিকলিং → ফ্ল্যাট হেড → পরিদর্শন এবং গ্রাইন্ডিং → কোল্ড রোলিং (কোল্ড ড্রয়িং) → ডিগ্রীসিং → তাপ চিকিত্সা → সোজা করা → পাইপ কাটা (স্থির-থেকে-দৈর্ঘ্য) ) → পিকলিং/প্যাসিভেশন → সমাপ্ত পণ্য পরিদর্শন (এডি কারেন্ট, অতিস্বনক, জলের চাপ) → প্যাকেজিং এবং স্টোরেজ।
১. গোলাকার ইস্পাত কাটা: কাঁচামালের গুদাম থেকে গোলাকার ইস্পাত পাওয়ার পর, প্রক্রিয়ার প্রয়োজনীয়তা অনুসারে গোলাকার ইস্পাতের কাটার দৈর্ঘ্য গণনা করুন এবং গোলাকার ইস্পাতের উপর একটি রেখা আঁকুন। ইস্পাতের গ্রেড, তাপ সংখ্যা, উৎপাদন ব্যাচ নম্বর এবং স্পেসিফিকেশন অনুসারে ইস্পাতগুলি স্ট্যাক করা হয় এবং প্রান্তগুলি বিভিন্ন রঙের রঙ দ্বারা আলাদা করা হয়।
২. সেন্টারিং: ক্রস আর্ম ড্রিলিং মেশিন সেন্টার করার সময়, প্রথমে গোলাকার স্টিলের একটি অংশে কেন্দ্রবিন্দুটি খুঁজে বের করুন, নমুনা গর্তটি খোঁচা দিন এবং তারপর সেন্টারিংয়ের জন্য ড্রিলিং মেশিন টেবিলে উল্লম্বভাবে ঠিক করুন। সেন্টারিংয়ের পরে গোলাকার বারগুলি স্টিল গ্রেড, তাপ নম্বর, স্পেসিফিকেশন এবং উৎপাদন ব্যাচ নম্বর অনুসারে স্ট্যাক করা হয়।
৩. খোসা ছাড়ানো: আগত উপকরণগুলির পরিদর্শন পাস করার পরে খোসা ছাড়ানো হয়। খোসা ছাড়ানোর মধ্যে রয়েছে লেদ খোসা ছাড়ানো এবং ঘূর্ণিঝড় কাটা। লেদ খোসা ছাড়ানোর কাজটি একটি ক্ল্যাম্প এবং একটি টপের প্রক্রিয়াকরণ পদ্ধতি ব্যবহার করে লেদ খোসা ছাড়ানো হয় এবং ঘূর্ণিঝড় কাটার কাজটি হল মেশিন টুলের উপর গোলাকার ইস্পাত ঝুলিয়ে রাখা। ঘূর্ণিঝড় সম্পাদন করুন।
৪. পৃষ্ঠ পরিদর্শন: খোসা ছাড়ানো গোলাকার ইস্পাতের গুণমান পরিদর্শন করা হয়, এবং বিদ্যমান পৃষ্ঠের ত্রুটিগুলি চিহ্নিত করা হয়, এবং গ্রাইন্ডিং কর্মীরা যোগ্য না হওয়া পর্যন্ত সেগুলি গ্রাইন্ড করবেন। পরিদর্শনে উত্তীর্ণ গোলাকার বারগুলি ইস্পাত গ্রেড, তাপ নম্বর, স্পেসিফিকেশন এবং উৎপাদন ব্যাচ নম্বর অনুসারে আলাদাভাবে স্তূপ করা হয়।
৫. গোলাকার ইস্পাত গরম করার সরঞ্জাম: গোলাকার ইস্পাত গরম করার সরঞ্জামের মধ্যে রয়েছে গ্যাস-চালিত ইনক্লুইন্ড ফার্নেস এবং গ্যাস-চালিত বক্স-টাইপ ফার্নেস। গ্যাস-চালিত ইনক্লুইন্ড-হার্ট ফার্নেস বড় ব্যাচে গরম করার জন্য ব্যবহৃত হয় এবং গ্যাস-চালিত বক্স-টাইপ ফার্নেস ছোট ব্যাচে গরম করার জন্য ব্যবহৃত হয়। চুল্লিতে প্রবেশ করার সময়, বিভিন্ন ইস্পাত গ্রেড, তাপ সংখ্যা এবং স্পেসিফিকেশনের বৃত্তাকার বারগুলি পুরানো বাইরের ফিল্ম দ্বারা পৃথক করা হয়। যখন গোলাকার বারগুলি উত্তপ্ত করা হয়, তখন টার্নারগুলি বারগুলি ঘুরানোর জন্য বিশেষ সরঞ্জাম ব্যবহার করে যাতে বৃত্তাকার বারগুলি সমানভাবে উত্তপ্ত হয়।
৬. হট রোলিং পিয়ার্সিং: পিয়ার্সিং ইউনিট এবং এয়ার কম্প্রেসার ব্যবহার করুন। ছিদ্রযুক্ত গোলাকার স্টিলের স্পেসিফিকেশন অনুসারে, সংশ্লিষ্ট গাইড প্লেট এবং মলিবডেনাম প্লাগ নির্বাচন করা হয়, এবং উত্তপ্ত গোলাকার স্টিলটি একটি ছিদ্রকারী দিয়ে ছিদ্র করা হয়, এবং ছিদ্র করা বর্জ্য পাইপগুলি সম্পূর্ণ ঠান্ডা করার জন্য এলোমেলোভাবে পুলে খাওয়ানো হয়।
৭. পরিদর্শন এবং গ্রাইন্ডিং: বর্জ্য পাইপের ভেতরের এবং বাইরের পৃষ্ঠতল মসৃণ এবং মসৃণ কিনা তা পরীক্ষা করুন এবং কোনও ফুলের খোসা, ফাটল, আন্তঃস্তর, গভীর গর্ত, গুরুতর সুতার চিহ্ন, টাওয়ার আয়রন, ফ্রিটার, বাওটো এবং কাস্তে মাথা থাকা উচিত নয়। বর্জ্য পাইপের পৃষ্ঠের ত্রুটিগুলি স্থানীয় গ্রাইন্ডিং পদ্ধতি দ্বারা দূর করা যেতে পারে। যে বর্জ্য পাইপগুলি পরিদর্শনে উত্তীর্ণ হয়েছে বা ছোটখাটো ত্রুটি সহ মেরামত এবং গ্রাইন্ডিংয়ের পরে পরিদর্শনে উত্তীর্ণ হয়েছে সেগুলি ওয়ার্কশপ বান্ডলারদের দ্বারা প্রয়োজনীয়তা অনুসারে বান্ডিল করা হবে এবং বর্জ্য পাইপের স্টিল গ্রেড, ফার্নেস নম্বর, স্পেসিফিকেশন এবং উৎপাদন ব্যাচ নম্বর অনুসারে স্ট্যাক করা হবে।
৮. সোজা করা: ছিদ্র কর্মশালায় আগত বর্জ্য পাইপগুলি বান্ডিলগুলিতে প্যাক করা হয়। আগত বর্জ্য পাইপের আকৃতি বাঁকানো থাকে এবং সোজা করা প্রয়োজন। সোজা করার সরঞ্জামগুলি হল উল্লম্ব সোজা করার মেশিন, অনুভূমিক সোজা করার মেশিন এবং উল্লম্ব হাইড্রোলিক প্রেস (স্টিলের পাইপের বক্রতা বেশি হলে প্রাক-সোজা করার জন্য ব্যবহৃত হয়)। সোজা করার সময় স্টিলের পাইপ যাতে লাফিয়ে না যায় তার জন্য, স্টিলের পাইপকে সীমাবদ্ধ করার জন্য একটি নাইলন স্লিভ ব্যবহার করা হয়।
৯. পাইপ কাটা: উৎপাদন পরিকল্পনা অনুসারে, সোজা করা বর্জ্য পাইপের মাথা এবং লেজ কাটা প্রয়োজন, এবং ব্যবহৃত সরঞ্জাম হল একটি গ্রাইন্ডিং হুইল কাটার মেশিন।
১০. পিকলিং: বর্জ্য পাইপের পৃষ্ঠের অক্সাইড স্কেল এবং অমেধ্য অপসারণের জন্য সোজা করা স্টিলের পাইপটি পিকলিং করতে হবে। পিকলিং ওয়ার্কশপে স্টিলের পাইপটি পিকলিং করা হয় এবং স্টিলের পাইপটি ধীরে ধীরে ড্রাইভিং করে পিকলিং ট্যাঙ্কে উত্তোলন করা হয়।
১১. গ্রাইন্ডিং, এন্ডোস্কোপি পরিদর্শন এবং অভ্যন্তরীণ পলিশিং: পিকলিং এর জন্য যোগ্য ইস্পাত পাইপগুলি বাইরের পৃষ্ঠের গ্রাইন্ডিং প্রক্রিয়ায় প্রবেশ করে, পালিশ করা ইস্পাত পাইপগুলি এন্ডোস্কোপিক পরিদর্শনের শিকার হয় এবং বিশেষ প্রয়োজনীয়তা সম্পন্ন অযোগ্য পণ্য বা প্রক্রিয়াগুলিকে অভ্যন্তরীণভাবে পলিশ করা প্রয়োজন।
১২. কোল্ড রোলিং প্রক্রিয়া/কোল্ড ড্রয়িং প্রক্রিয়া
কোল্ড রোলিং: কোল্ড রোলিং মিলের রোল দ্বারা স্টিলের পাইপ ঘূর্ণিত হয় এবং ক্রমাগত ঠান্ডা বিকৃতির মাধ্যমে স্টিলের পাইপের আকার এবং দৈর্ঘ্য পরিবর্তিত হয়।
ঠান্ডা অঙ্কন: ইস্পাত পাইপের আকার এবং দৈর্ঘ্য পরিবর্তন করার জন্য গরম না করে ঠান্ডা অঙ্কন মেশিন দিয়ে স্টিলের পাইপটি ফ্লেয়ার করা হয় এবং প্রাচীর-হ্রাস করা হয়। ঠান্ডা-আঁকা ইস্পাত পাইপের উচ্চ মাত্রিক নির্ভুলতা এবং ভাল পৃষ্ঠের সমাপ্তি রয়েছে। অসুবিধা হল অবশিষ্ট চাপ বড়, এবং বড়-ব্যাসের ঠান্ডা-আঁকা পাইপগুলি প্রায়শই ব্যবহৃত হয় এবং সমাপ্ত পণ্য তৈরির গতি ধীর। ঠান্ডা অঙ্কনের নির্দিষ্ট প্রক্রিয়ার মধ্যে রয়েছে:
① হেডিং ওয়েল্ডিং হেড: ঠান্ডা অঙ্কনের আগে, অঙ্কন প্রক্রিয়ার জন্য প্রস্তুত করার জন্য স্টিলের পাইপের এক প্রান্ত হেড (ছোট ব্যাসের স্টিলের পাইপ) বা ওয়েল্ডিং হেড (বড় ব্যাসের স্টিলের পাইপ) করতে হবে এবং অল্প পরিমাণে বিশেষ স্পেসিফিকেশন স্টিলের পাইপ গরম করে তারপর হেড করতে হবে।
② তৈলাক্তকরণ এবং বেকিং: হেড (ওয়েল্ডিং হেড) এর পরে স্টিলের পাইপের ঠান্ডা অঙ্কনের আগে, স্টিলের পাইপের ভেতরের গর্ত এবং বাইরের পৃষ্ঠ লুব্রিকেট করতে হবে এবং লুব্রিকেন্ট দিয়ে লেপা স্টিলের পাইপটি ঠান্ডা অঙ্কনের আগে শুকিয়ে নিতে হবে।
③ কোল্ড ড্রয়িং: লুব্রিকেন্ট শুকানোর পর স্টিলের পাইপ কোল্ড ড্রয়িং প্রক্রিয়ায় প্রবেশ করে এবং কোল্ড ড্রয়িংয়ের জন্য ব্যবহৃত সরঞ্জাম হল একটি চেইন কোল্ড ড্রয়িং মেশিন এবং একটি হাইড্রোলিক কোল্ড ড্রয়িং মেশিন।
১৩. ডিগ্রীসিং: ডিগ্রীসিংয়ের উদ্দেশ্য হল স্টিলের পাইপের ভেতরের দেয়াল এবং বাইরের পৃষ্ঠের সাথে লেগে থাকা ঘূর্ণায়মান তেল ধুয়ে ফেলার পর অপসারণ করা, যাতে অ্যানিলিংয়ের সময় স্টিলের পৃষ্ঠ দূষিত না হয় এবং কার্বন বৃদ্ধি রোধ করা যায়।
১৪. তাপ চিকিৎসা: তাপ চিকিৎসা পুনঃক্রিস্টালাইজেশনের মাধ্যমে উপাদানের আকৃতি পুনরুদ্ধার করে এবং ধাতুর বিকৃতি প্রতিরোধ ক্ষমতা হ্রাস করে। তাপ চিকিৎসা সরঞ্জাম হল একটি প্রাকৃতিক গ্যাস দ্রবণ তাপ চিকিৎসা চুল্লি।
১৫. সমাপ্ত পণ্যের পিকলিং: কাটার পর স্টিলের পাইপগুলিকে পৃষ্ঠের প্যাসিভেশনের উদ্দেশ্যে ফিনিশড পিকলিং করা হয়, যাতে স্টিলের পাইপের পৃষ্ঠে একটি অক্সাইড প্রতিরক্ষামূলক ফিল্ম তৈরি করা যায় এবং স্টিলের পাইপের চমৎকার কর্মক্ষমতা বৃদ্ধি করা যায়।
১৬. সমাপ্ত পণ্য পরিদর্শন: সমাপ্ত পণ্য পরিদর্শন এবং পরীক্ষার প্রধান প্রক্রিয়া হল মিটার পরিদর্শন → এডি প্রোব → সুপার প্রোব → জলচাপ → বায়ুচাপ। পৃষ্ঠ পরিদর্শন মূলত স্টিলের পাইপের পৃষ্ঠে ত্রুটি আছে কিনা, স্টিলের পাইপের দৈর্ঘ্য এবং বাইরের প্রাচীরের আকার যোগ্য কিনা তা ম্যানুয়ালি পরীক্ষা করা; এডি সনাক্তকরণ মূলত স্টিলের পাইপে ফাঁক আছে কিনা তা পরীক্ষা করার জন্য এডি কারেন্ট ত্রুটি সনাক্তকারী ব্যবহার করে; সুপার-ডিটেকশন মূলত স্টিলের পাইপ ভিতরে বা বাইরে ফাটল আছে কিনা তা পরীক্ষা করার জন্য অতিস্বনক ত্রুটি সনাক্তকারী ব্যবহার করে; জলচাপ, বায়ুচাপ হল হাইড্রোলিক মেশিন এবং বায়ুচাপ মেশিন ব্যবহার করে স্টিলের পাইপ থেকে জল বা বাতাস বেরিয়েছে কিনা তা সনাক্ত করা, যাতে স্টিলের পাইপটি ভাল অবস্থায় আছে তা নিশ্চিত করা যায়।
১৭. প্যাকিং এবং গুদামজাতকরণ: পরিদর্শনে উত্তীর্ণ স্টিলের পাইপগুলি প্যাকেজিংয়ের জন্য সমাপ্ত পণ্যের প্যাকেজিং এলাকায় প্রবেশ করে। প্যাকেজিংয়ের জন্য ব্যবহৃত উপকরণগুলির মধ্যে রয়েছে গর্তের ঢাকনা, প্লাস্টিকের ব্যাগ, সাপের চামড়ার কাপড়, কাঠের বোর্ড, স্টেইনলেস স্টিলের বেল্ট ইত্যাদি। মোড়ানো স্টিলের পাইপের উভয় প্রান্তের বাইরের পৃষ্ঠটি ছোট কাঠের বোর্ড দিয়ে আস্তরণযুক্ত থাকে এবং পরিবহনের সময় স্টিলের পাইপের মধ্যে যোগাযোগ রোধ করার জন্য বাইরের পৃষ্ঠটি স্টেইনলেস স্টিলের বেল্ট দিয়ে আবদ্ধ থাকে এবং সংঘর্ষের কারণ হয়। প্যাকেজ করা স্টিলের পাইপগুলি সমাপ্ত পণ্যের স্ট্যাকিং এলাকায় প্রবেশ করে।
প্যাকেজিং সাধারণত খালি, ইস্পাতের তারের বাঁধাই, খুব শক্তিশালী।
যদি আপনার বিশেষ প্রয়োজনীয়তা থাকে, তাহলে আপনি মরিচা প্রতিরোধী প্যাকেজিং ব্যবহার করতে পারেন, এবং আরও সুন্দর।

পরিবহন:এক্সপ্রেস (নমুনা ডেলিভারি), বিমান, রেল, স্থল, সমুদ্র পরিবহন (FCL বা LCL বা বাল্ক)


আমাদের গ্রাহক

প্রশ্ন: ua কি প্রস্তুতকারক?
উত্তর: হ্যাঁ, আমরা চীনের তিয়ানজিন শহরের ডাকিউজুয়াং গ্রামে অবস্থিত সর্পিল ইস্পাত টিউব প্রস্তুতকারক।
প্রশ্ন: আমি কি কেবল কয়েক টন ট্রায়াল অর্ডার পেতে পারি?
উ: অবশ্যই। আমরা আপনার জন্য এলসিএল পরিষেবা দিয়ে পণ্য পরিবহন করতে পারি। (কম কন্টেইনার লোড)
প্রশ্ন: আপনার কি পেমেন্টের শ্রেষ্ঠত্ব আছে?
উত্তর: বড় অর্ডারের জন্য, 30-90 দিনের L/C গ্রহণযোগ্য হতে পারে।
প্রশ্ন: নমুনা বিনামূল্যে হলে?
উত্তর: নমুনা বিনামূল্যে, তবে ক্রেতা মালবাহী খরচ বহন করে।
প্রশ্ন: আপনি কি সোনার সরবরাহকারী এবং বাণিজ্য নিশ্চয়তা প্রদান করেন?
উত্তর: আমরা সাত বছরের ঠান্ডা সরবরাহকারী এবং বাণিজ্য নিশ্চয়তা গ্রহণ করি।